Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства
Продолжающееся широкомасштабное археологическое изучение Новгорода ведет к постоянному увеличению вещевого материала. За время, прошедшее со дня выхода последних работ Б. А. Колчина, фонд находок возрос в несколько раз. Последующие металлографические исследования кузнечных изделий в целом подтвердили предложенную Б. А. Колчиным схему смены кузнечных технологий во времени (Завьялов, Розанова 1990, 1992, 2004).
В плане нашей работы мы уделяем особое внимание периоду XIII–XV вв. В общеисторическом аспекте это было время, когда древнерусские княжества начали восстановление экономики, разрушенной в результате татаро-монгольского нашествия и феодальных усобиц. Между тем в Великом Новгороде, не подвергавшемся разорению, продолжалось поступательное развитие ремесел. В рассматриваемое время возрастает емкость новгородского рынка, о чем свидетельствуют такие факты, как увеличение продукции ремесленников, рационализация технологий производства, дальнейшая дифференциация и специализация ремесла (Колчин, Янин 1982: 124).
Из культурных напластований XIII в. с помощью металлографического анализа изучено 113 ножей из Троицкого раскопа. Как показали наши исследования, для технологии производства этого времени наиболее характерны сварные конструкции (85 экз.). Среди них преобладает схема наварного стального лезвия (69 экз.), тогда как орудия, изготовленные по трехслойной схеме, представлены незначительным количеством (16 экз.). Для подавляющего большинства исследованных ножей характерно высокое качество сварной техники, о чем свидетельствуют чистые и тонкие сварные швы. Термическая обработка – закалка в воде – хотя и присутствует не на всех предметах, имела, по всей видимости, стопроцентное применение. Отсутствие закаленных структур на ряде экземпляров можно объяснить случайным отжигом в связи с попаданием изделия в огонь.
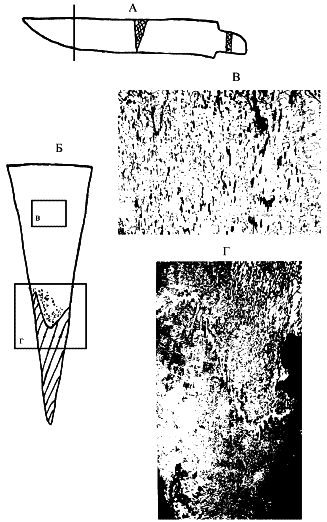
На примере материалов из Новгорода мы иллюстрируем основные технологические схемы изготовления ножей (рис. 2–9). На рисунках представлены изображения предметов с обозначением места взятия образца, графическое изображение технологической схемы с указанием участка, зафиксированного на микрофотографии, и сама микрофотография, сделанная с увеличением 100х.
Особо следует остановиться на группе ножей с цельножелезными (11 экз.), без дополнительных приемов по улучшению рабочих качеств лезвия (рис. 2, А—В), и цельностальными клинками (12 экз.) (рис. 2, Г—Е). Обращает на себя внимание то обстоятельство, что железные ножи появляются среди новгородских материалов только в XIII в., т. е. после разгрома древнерусских княжеств татаро-монголами. В более ранних слоях они не встречаются. Между тем в материалах памятников Х – начала XIII в. южных территорий Руси, таких как Киев (Новое в археологии Киева 1982: 273), Старая Рязань (Толмачева 1983: 251) и ряда других, ножи с железными лезвиями составляют заметный процент. Поэтому представляется вполне вероятной версия о появлении в Новгороде ремесленников из разоренных южнорусских городов, которые и были носителями более простой технологии.
Рис. 2. Новгород. Троицкий раскоп, XIII в. Ан. 3219: А – нож (здесь и далее секущими показано место взятия образца), конец XII в.; Б – технологическая схема изготовления (здесь и далее прямоугольниками показано место фотографии микроструктур); В – фотография микроструктуры (феррит, загрязненный шлаковыми включениями), ув. 70х; ан. 4086: Г – нож, конец, XIII в.; Д – технологическая схема изготовления; Е – фотография микроструктуры (мартенсит с трооститом), ув. 70х
В XIII в. в производстве ножей Новгорода преобладали изделия технологической группы II (изготовленные в сварных технологиях) – они составляют 75 % всех ножей этого периода. При этом ведущей является технология наварки стального лезвия на железную основу, распространенная в двух вариантах: торцовой (36 экз.) (рис. 3–5) и косой боковой (33 экз.) (рис. 6–8). Встречаются и другие сварные схемы, но их доля в производстве незначительна (рис. 9).
К XIV – первой половине XV в. относятся 183 исследованных нами ножа. В это время продолжает доминировать технологическая группа II – 124 экземпляра. Но при этом следует отметить некоторое (до 67,8 %) снижение доли сварных конструкций.
В технологической группе I преобладают орудия, откованные целиком из железа и сырцовой стали (38 экз.). Металл отличается значительной загрязненностью шлаковыми включениями.
Фактически все ножи, сталь которых способна воспринять термообработку, сохранили метастабильные структуры. Основным способом термообработки являлась закалка в воде (на мартенсит). Для цельностальных ножей в ряде случаев фиксируется применение мягкой закалки (структура троостита и сорбита, рис. 2, Е). При изготовлении цельностальных ножей, как правило, использовалась неравномерно науглероженная сталь. Это позволяло избежать излишней хрупкости, возникавшей при термообработке предмета.
Остановимся подробнее на ряде экземпляров XIV–XV столетий, имевших определенные технологические особенности.
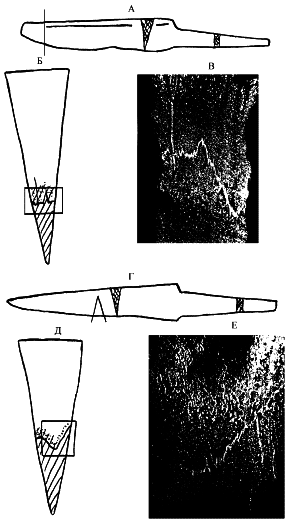
Рис. 3. Новгород. Троицкий раскоп. Ан. 3225: А – нож, начало XIII в.; Б – технологическая схема изготовления (торцовая наварка стального лезвия на железную основу с последующей термообработкой); В – микрофотография основы (феррит, загрязненный шлаковыми включениями), ув. 70х; Г – микрофотография наварной полосы (термообработанная сталь), ув. 70х
Рис. 4. Новгород. Троицкий раскоп. Ан. 3222: А – нож, первая треть XIII в.; Б – технологическая схема изготовления (торцовая наварка стальной полосы на железную основу); В – микрофотография сварного шва, ув. 70х
Так, интересно технологическое решение при изготовлении ножа, найденного в Людином конце (Троицкий раскоп, VIII, 6-731) в слое начала XIV в. При изготовлении клинка, как показало микроструктурное исследование, применена хорошо известная в это время схема торцовой наварки стального лезвия на железную основу с последующей закалкой на мартенсит. Между железом и сталью вставлена тонкая пластинка из фосфористого железа, которая после полировки и травления клинка придавала ему привлекательный и парадный вид за счет образовавшегося на плоскости клинка рисунка из чередующихся темных (сталь) и белых блестящих (железо) полос (Завьялов, Розанова 1990: 184, рис. 6, ан. 5125). Техника вставок фосфористого железа широко практиковалась в кузнечном деле Западной Европы. В средневековом кузнечестве этот прием использовался особенно часто при создании клинков из сварочного дамасска (Pleiner 1962: 205–206, 1979a: 393–410). Свидетельством использования в Западной Европе таких вставок между железной основой и стальным лезвием служат ножи из Вроцлава XIII в. (Mazur, Nosek 1972: 291–303). Именно с ножами из Вроцлава исследованный нами нож обнаруживает сходство по технике исполнения.
Рис. 5. Новгород. Троицкий раскоп. Ан. 3234: А – нож, середина XIII в.; Б – технологическая схема изготовления (торцовая наварка стальной полосы на железную основу); В – микрофотография сварного шва, ув. 70х; ан. 2371: Г – нож, конец XIII в.; Д – технологическая схема изготовления (торцовая наварка стальной полосы на железную основу); Е – микрофотография сварного шва, ув. 70х
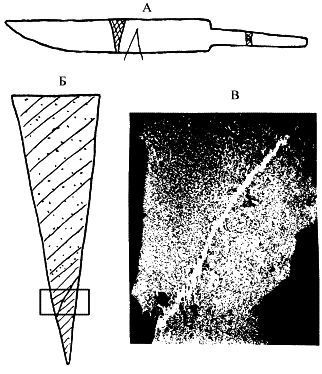
Рис. 6. Новгород. Троицкий раскоп. Ан. 3223: А – нож, середина XIII в.; Б – технологическая схема изготовления (косая наварка стальной полосы на основу из сырцовой стали); В – микрофотография сварного шва, ув. 70х