Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства
Интересная структура обнаружена у ножа второй четверти XV в. из Славенского конца (Нутный раскоп, 5-10-100). Основа клинка этого орудия сварена из чередующихся полос фосфористого железа и стали разных сортов. Сварные швы расположены перпендикулярно плоскости клинка (Завьялов, Розанова 1992: 188, рис. 96, ан. 3255). Повышенное содержание фосфора в железе привело к значительному увеличению его твердости (до 274 кг/мм2). При травлении такого клинка особыми составами, хорошо известными средневековым кузнецам, на поверхности ножа проявляется узор из параллельных светлых (железо) и темных (сталь) полос. Е. Пясковский выделяет такую схему в особый технологический прием, близкий сварочному дамасску (Piaskowski 1960: 91).
Рис. 7. Новгород. Троицкий раскоп. Ан. 5091: А – нож, начало XIII в.; Б – технологическая схема изготовления (косая наварка стальной полосы на железную основу); В – микрофотография сварного шва, ув. 70х
Рис. 8. Новгород. Троицкий раскоп. Ан. 2400: А – нож, середина XIV в.; Б – технологическая схема изготовления (косая наварка на пакетированную основу); В – микрофотография основы, ув. 70х; Г – микрофотография сварного шва, ув. 70х
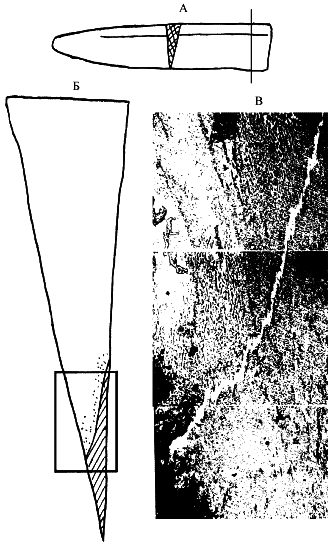
Рис. 9. Новгород. Троицкий раскоп. Ан. 5133: А – нож, конец XIII в.; Б – технологическая схема изготовления (V-образная наварка на железную основу); В – микрофотография сварного шва, ув. 70х; ан. 4064: Г – нож, конец XIII в.; Д – технологическая схема изготовления (V-образная наварка стального лезвия на железную основу); Е – микрофотография сварного шва, ув. 70х
Как уже отмечалось, крайне редко новгородские кузнецы прибегали к такому архаичному приему, как цементация изделия. В исследованной коллекции к XIV—ХV вв. таких клинков семь из 183 экз. На отдельных участках у этих образцов структура стали приобрела характер видманштетта, что указывает на перегрев поковки при процессе науглероживания. Микроструктурные наблюдения позволяют считать, что при изготовлении упомянутых ножей применялась локальная цементация.
Среди продукции новгородских ножевников XIV – первой половины XV в. обращает на себя внимание использование в качестве заготовок брусков, сваренных из многих кусочков разнородного металла – так называемый способ пакетирования сырья. В одних случаях формовка проводилась с тщательным подбором и аккуратной укладкой пластин, в других – беспорядочно (рис. 8, В). У большинства экземпляров на пакетированную основу ножа наваривалось стальное лезвие, а завершающей операцией была закалка.
По функциональному признаку исследованные орудия могут быть отнесены к категории универсальных. Несколько ножей принадлежат к категории столовых. Они выделяются удлиненными пропорциями и узкими клинками. Один нож можно отнести к орудиям сапожника (Троицкий раскоп, 5-423), поскольку острие со стороны лезвия имеет плавное закругление. Как показало микроскопическое исследование, технология его изготовления отвечала требованиям, предъявляемым к таким орудиям: стальные полосы наварены с обеих сторон клинка и доходят до самой спинки.
Типологически из исследованной коллекции выделяются два ножа. Орудие первой четверти XV в. (Нутный раскоп, 5-10-153) имело узкий стальной клинок. Несомненно, этот экземпляр является боевым оружием. Рукоятка ножа крепилась при помощи медной обоймицы. Технологическая схема изготовления клинка может быть определена как сварка из двух полос железа и стали. Сварка полос проведена на высоком уровне – сварочный шов тонкий, чистый. Заключительной операцией была резкая закалка, придавшая предмету высокие боевые качества.
Другое орудие этого же времени (Нутный раскоп, 5-10163) имело широкий массивный клинок (ширина – 2,5 см, толщина обушка – 0,5 см), который переходил в пластину, загнутую трубицей так, что образовалась втульчатая рукоятка. Специальное назначение этого орудия не вызывает сомнений, но аналогии и его функциональное назначение нам пока неизвестны. Откован нож из сыродутного железа, сильно засоренного шлаками. Хорошо сохранившееся лезвие позволяет утверждать, что никаких дополнительных операций по его улучшению не проводилось.
Подводя итоги рассмотрению материалов XIV – первой половины XV в., можно отметить, что в это время продолжается процесс активного использования сварных технологий. Это торцовая, косая и V-образная наварки. Единичными экземплярами представлены трехслойные клинки. Технология цементации, как и в предшествующее время, не характерна (таблица 2).
Суммируя данные наших наблюдений и данные, полученные Б. А. Колчиным по материалам из Неревского раскопа, можно сделать следующие выводы.
Таблица 2. Хронологическое распределение исследованных ножей из Новгорода по технологическим группам: I – целиком из железа; II – целиком из стали; III – пакетирование; IV – цементация; V – трехслойный пакет; VI – вварка; VII – косая наварка; VIII – торцовая наварка; IX–V-образная наварка
Поделочным материалом в производстве ножей служили железо, сырцовая и высокоуглеродистая сталь. И железо, и сырцовая сталь характеризуются сильной загрязненностью шлаковыми включениями (рис. 2, В). Однако кузнецы не стремились улучшать качество металла основы клинка с помощью длительной проковки, а сосредотачивали свое внимание на изготовлении качественного лезвия, на которое шла, как правило, высокоуглеродистая сталь (рис. 3, В—Г). Отличительной чертой сырцовой стали, т. е. стали, полученной в ходе металлургического процесса, было крайне неравномерное содержание и распределение углерода. В отличие от сырцовой сталь с высоким содержанием углерода получали с помощью специального приема, заключающегося в дополнительном науглероживании заготовок в герметически закрытых сосудах с углеродосодержащим материалом (древесный уголь, кость и т. п.). Такая сталь очень ценилась, ею дорожили и использовали только на ответственные (рабочие) части орудий.
В Новгороде в соотношении двух технологических групп в период X–XII вв. в производстве ножей преобладающее положение занимает технологическая группа II (Завьялов, Розанова 1990: 179, табл. 4). Главной особенностью новгородского ножевенного производства было преобладающее положение сварных технологических конструкций. Такие схемы позволяли значительно улучшать рабочие качества орудий. Однако долевое значение каждой из них в определенные отрезки времени различно. Если в X–XII вв. абсолютное большинство ножей было изготовлено по схеме трехслойного пакета, то в XIII в. ведущей становится схема наварки стального лезвия на железную основу. В последующее время (XIV – первая половина XV в.) доля этой схемы в ножевенном производстве Новгорода остается высокой. Можно с уверенностью говорить о том, что на протяжении всего рассматриваемого периода состояние новгородского кузнечного ремесла оставалось стабильным, а динамика его развития была поступательной.
Для новгородского ножевенного производства характерны следующие показатели: типологическая стандартность, технологическая сложность конструкций и высочайшее качество исполнения. При этом указанные черты сохраняются на всем протяжении истории новгородского ремесла, что позволяет нам говорить об отсутствии негативных воздействий на производственную сферу в золотоордынский период. Распространение, начиная с XIII в., простых технологий (технологическая группа I) мы связываем с притоком в Новгород носителей южнорусских производственных традиций. Напомним, что именно для кузнечного ремесла южнорусских земель и было характерно изготовление продукции в схемах технологической группы I.